What is Soldering?
Soldering is a process in which two or more metal items are joined together by melting and flowing a filler metal into the joint, the filler metal having a relatively low melting point.
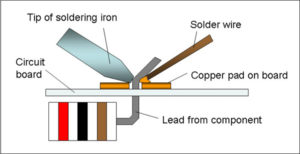
A soldering Iron is a tool normally used for applying heat to two or more adjoining metal parts such that solder may melt and flow between those parts, binding them securely and conductively.

Solder is a fusible metal alloy with a melting point or melting range of 90 to 450 degree Celsius (190 to 840 °F), used in a process called soldering where it is melted to join metallic surfaces. It is especially useful in electronics

Soldering tips:
Be cautious when handling hot irons
Use third hands or vices to hold boards while you solder
Set your iron at a good medium heat (325-375 degrees C)
If you see smoke coming from your solder, turn down the heat
Tin your tip with solder before each connection to help prep the joint
Use the side of the tip (aka the sweet spot), not the very tip of the iron
Heat both the pad and the part you want to solder evenly and at the same time
Pull the solder away, then the iron
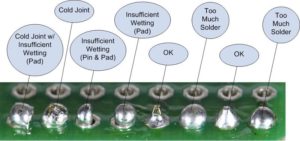
A good solder joint should look like a volcano or Hersey kiss, not a ball or clump
https://learn.sparkfun.com/tutorials/how-to-solder-through-hole-soldering/all
Solder wetting refers to the ability of molten solder to flow over and adhere to the surfaces of metals being joined, creating a strong bond between the components. Wetting is a critical aspect of the soldering process, influencing the quality and reliability of the solder joint. Here are some key points about solder wetting:
1. Surface Tension: Molten solder must overcome the surface tension of both the solder and the substrate to spread and form a good joint.
2. Surface Cleanliness: The surfaces of the metals to be joined must be clean and free of oxides, oils, and other contaminants. This is often achieved using flux, which helps remove oxides and improve wetting.
3. Temperature: The temperature of the soldering iron or reflow oven must be sufficiently high to melt the solder and achieve good wetting without damaging the components.
4. Solder Alloy: The composition of the solder alloy can affect its wetting properties. Common solder alloys include tin-lead (Sn-Pb) and lead-free alternatives like tin-silver-copper (Sn-Ag-Cu).
5. Contact Angle: Wetting can be visually assessed by the contact angle between the solder and the substrate. A low contact angle indicates good wetting, while a high contact angle indicates poor wetting.
Proper solder wetting ensures strong, reliable electrical and mechanical connections in electronic assemblies and other applications.
Applying Solder
Allow the soldering iron to heat and then clean its tip using the moist sponge.
Tin the tip by applying the solder and ensure it covers the entire tip. This aids the heat to flow from the tip to the connection being soldered. A well-tinned tip should appear shiny silver. Wipeout any excess solder with the damp sponge.
Heat both the solder pad and the component’s lead for a few seconds.
Touch the end of the solder wire to the hot connection and let it touch both the pad and the lead.
The solder will melt and flow into and around the heated joint. The flux will melt with the solder and bubble around the joint, a part of the cleaning process. The flux then flows out while releasing some smoke.
Add enough solder to cover the joint till a small mound of solder with slightly concave sides from around the component lead or pin.
Remove the solder, then the iron and wait for the joint to cool for a few seconds.
Inspect the connection, once satisfied; trim the lead by cutting part above the solder. Clean the excess flux residue – some of the fluxes can absorb water and become conductive.